





 База знаний
База знаний  Новости
Новости  Аналитика
Аналитика  Производители
Производители  Обозначения
Обозначения  Для авто
Для авто  Продажа подшипников
Продажа подшипников
 Каталог
Каталог


 Каталог
Каталог
 Продажа подшипников
Продажа подшипников
 Главная
Главная
 Корзина
Корзина


Выбрать раздел
Сетка
Список
Корпусные подшипники являются важнейшим элементом подшипниковых узлов, определяя их технические характеристики, режимы эксплуатации и срок службы. Их внедрение ведущими производителями позволило отказаться от использования сложных конструкций подшипниковых узлов, что негативно сказывалось на стоимости, а также частоте и трудоемкости обслуживания и ремонта.
При необходимости компенсировать средний по величине перекос (нарушение соосности) применяются самоустанавливающиеся корпусные подшипн... Подробнее

Крупный уральский металлургический завод выбрал сервисную службу компании «Подшипник.ру» для оказания услуг по вибродиагностике и центровке электродвигателей. Подробнее

Компания Подшипник.ру приняла участие в 28-й международной сельскохозяйственной выставке ЮГАГРО-2021, которая прошла с 23 по 26 ноября в ВВК «Экспогра... Подробнее
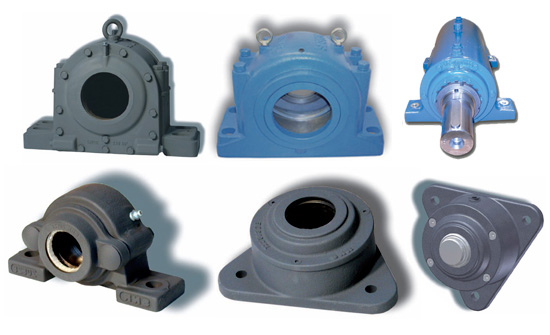
Подшипниковые узлы с установленными в них корпусными шариковыми подшипниками применяются в самых разнообразных областях промышленности. Они незаменимы в вентиляционном оборудовании, в конвейерах, транспортерных лентах, эскалаторах и траволаторах, на текстильных производствах, в горнодобывающей отрасли и т.п.
Одним из традиционных материалов для изготовления корпусов шарикоподшипниковых узлов считается серый чугун, который отличается высокой прочностью и небольшой стоимостью.
Подшипни... Подробнее




Компания Подшипник.ру является ведущим поставщиком подшипников мировых производителей: NSK, NTN, SNR, Timken, Koyo, FAG, INA, SKF, THK, IKO, EZO на территории России. Подшипник.ру – стабильная компания с чистой и прозрачной репутацией, лидер российской отрасли промышленных подшипников.
Помощник менеджера по продажам (г. Екатеринбург)
Заработная плата: от 45 000 до 60 000 ₽ на руки
Требуемый опыт работы: не требуется
... Подробнее
Информационная справка о ООО «Подшипник.ру Центр»
Компания «Подшипник.ру» - официальный дистрибьютор на территории России мировых лидеров в производстве таких марок подшипников, как NTN-SNR, NSK, Timken, Dinroll, официальный торговый партнер крупнейших производителей: BECO, Bosch Rexroth, EZO, Eurosnodi, Fluro, McGill, Rodriguez, SCHNEEBERGER, Stieber, THK, Winkel, поставщик подшипников SKF, FAG, INA, Koyo, Nachi, Fersa, GMN, NKE, Rollway, Rothe Erde и многих других, дистрибьютор кр... Подробнее
Information reference about Podshipnik.ru Centre LLC.
Podshipnik.ru LLC is the official distributor of the companies NTN-SNR, Koyo, NSK, Timken and such the world famous manufacturer of seals as the Freudenberg Sealing Technologies (Simrit) company in the territory of Russia.
Podshipnik.ru is able to offer you many different products. You can order here linear bearings, linear motion systems, clutches, belts, greases, slewing rings, seals, vibroinsulation elements, too... Подробнее



Подшипник.ру выпускает информационный бюллетень ДВИЖЕНИЕ.
Издание посвящено подшипникам и окружающему нас миру, ведь именно подшипники помогают современному миру быть в ДВИЖЕНИИ. В бюллетене мы публикуем увлекательные интервью, интересные статьи, свежие новости отрасли подшипников и компании Подшипник.ру.
Свежие выпуски:
Архив выпусков:
&nb... Подробнее




Компания Подшипник.ру приняла участие в единственной в России выставке оборудования и технологий для целлюлозно-бумажной, лесоперерабатывающей и упаковочной промышленности PulpForExpo 2024, которая прошла 12-14 ноября в выставочном центре Экспофорум в Санкт-Петербурге. Подробнее
Компания Подшипник.ру приняла участие в единственной в России выставке оборудования и технологий для целлюлозно-бумажной, лесоперерабатывающей и упаковочной промышленности PulpForExpo 2024, которая прошла 12-14 ноября в выставочном центре Экспофорум в Санкт-Петербурге.
Выставка PulpFor является авторитетной площадкой, где игроки целлюлозно-бумажной промышленности встречаются для того, чтобы обсудить насущные вопросы развития отрасли, заключить новые контракты с поставщиками и обеспечить мод... Подробнее

С 21 по 24 ноября в краснодарском выставочном центре «Экспоград Юг» проходит международная сельскохозяйственная выставка ЮгАгро, на которой компания П... Подробнее

Компания Подшипник.ру с 6 по 8 июля принимала участие в выставке Агроволга-2022, где представила новые линейки подшипников от международных брендов Dinroll и BS Bearing для сельскохозяйственной техники и оборудования. Подробнее



Компания «Подшипник.ру» обеспечивает оперативные поставки промышленных подшипников
российским клиентам по всей стране благодаря сети из 30 региональных филиалов с собственными складами.
Для улучшения обслуживания потребителей в сибирских регионах летом 2018 года
начал работу филиал «Подшипник.ру» в Новосибирске. Подробнее
Сеть из тридцати региональных филиалов с собственными складами помогает компании «Подшипник.ру» обеспечивать оперативные поставки промышленных подшипников потребителям по всей стране. Белгородская область стала очередным
перспективным регионом, где в сентябре 2018 года начал работу новый филиал, нацеленный на обслуживание промышленных предприятий и сельхозпроизводителей российского Черноземья. Подробнее

Компания Подшипник.ру, официальный дистрибьютор продукции NTN-SNR, Timken, NSK и ведущий поставщик промышленных подшипников таких известнейших зарубеж... Подробнее


В связи с началом поставок подшипников BS Bearing в Россию господин Ченг Вей, руководитель подразделения международного сотрудничества бренда BS Bearing, согласился ответить на несколько вопросов от маркетологов Подшипник.ру.
- Спасибо, что уделили нам время! Пожалуйста, расскажите об истории бренда BS Bearing.
- Наш бренд очень молод. Он появился как ответ на существующую структуру мирового рынка подшипников, который фактически поделен между несколькими крупнейшими транснацион... Подробнее




В службу технического сервиса компании Подшипник.ру обратился клиент с просьбой провести экспертизу подшипников NSK, купленных у другого поставщика. Эксперты службы технического сервиса очень быстро определили, что данные подшипники являются подделкой сразу по нескольким признакам:
1. Другие размеры коробки
У оригинальных подшипников коробка более соответствует размеру подшипника.
Данная модель подшипников NSK всегда упаковывается в коробку гораздо меньшего размера, чем у подделки. Прои... Подробнее
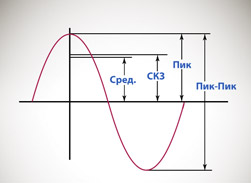
Одним из действенных методов диагностики текущего состояния подшипников и предупреждения неисправностей, наряду с вибродиагностикой, является мониторинг температуры. Проведем краткий анализ методов и инструментов для измерения температуры подшипников и их преимуществ и ограничений.
Тепло правильное и неправильное
Любой подшипник в процессе работы генерирует тепло, которое отводится и рассеивается с помощью теплопередачи через смазку и контактирующие узлы и конструктивные элементы (в... Подробнее

Производство подшипников включает в себя целый ряд сложнейших высокотехнологичных процессов
Стандартные подшипники изготавливают способом массо... Подробнее


Для того, чтобы успешно разбираться в подшипниках, требуется понимать их классификацию. Как и любой
мало-мальски распространенный предмет (а подшипники есть везде, по сути), подшипники обладают свойствами и
характеристиками. Подробнее



Компания Подшипник.ру предлагает предприятиям сервисные услуги по обслуживанию оборудования.
Сотни и тысячи электродвигателей, вентиляторов, насосов и компрессоров обеспечивают работу фабрик и заводов. Мониторинг состояния, оптимальная система технического обслуживания являются неотъемлемой частью надежного функционирования оборудования. Вы регулярно заменяете детали, пытаетесь определять состояние машин при помощи стетоскопа или иных подручных средств. Но надежность оборудования при этом о... Подробнее
Смазка играет жизненно важную роль в производительности и сроке службы подшипников качения. Смазочные материалы уменьшают трение и износ, участвуют в отводе тепла, а также предотвращают коррозию стальных подшипников за счет вытеснения влаги и кислорода.
Существуют категории подшипников, которые смазываются в заводских условиях на весь срок службы, но большинство подшипников необходимо регулярно смазывать в процессе эксплуатации. Для обслуживающего персонала важно знать, какие подшипники н... Подробнее

Пластичные смазки NTN-SNR для механического смазывания
Лубрикаторы NTN-SNR
Смазка в подшипнике нужна для предотвращения кон... Подробнее


UNIVERSAL
Смазка для общего пользования - в промышленности или для автомобилей. Применяется для смазывания подшипников в сельскохозяйственном оборудовании, стиральных машинах, погрузочно-разгрузочном оборудовании, в любых механических устройствах, маломощных электродвигателях, в ступичном узле автомобиля и так далее. Обладает хорошими свойствами при контакте с водой, предотвращает износ и коррозию.
Характеристики данной смазки:
NGLI класс – 2
Базовое масло – минеральное масло
... Подробнее



Ни одно строительство, ремонт или благоустройство сейчас не обходится без применения целого арсенала ручных электроинструментов. Они предназначены для ускорения и облегчения работы с разными отделочными и конструкционными материалами – от древесины и гипсокартона до натурального камня, кирпича, бетона и металлов (стали, жести, алюминия, меди). Подробнее
Профессиональные спортсмены и все желающие поддерживать свое тело в хорошей физической форме эксплуатируют множество типов кардио- и силовых тренажеров. Аналогичные тренажеры используются и при лечении и реабилитации пациентов с нарушениями нервной системы, опорно-двигательного аппарата или травмами. Тренажеры сейчас можно встретить не только в фитнес-клубах, спортивных комплексах и медицинских центрах, но и в частном пользовании – в городских квартирах и загородных домах.
Несмотря на огр... Подробнее

По данным министерства труда и социальной защиты в России сейчас насчитывается более 320 тыс. человек, которые могут передвигаться только на инвалидны... Подробнее

Вилочные погрузчики (forklift) применяются для погрузки, разгрузки, перемещения и складирования разнообразных грузов. Их можно найти везде, где производятся погрузочно-разгрузочные работы: в морских портах, на железнодорожных станциях и в грузовых терминалах аэропортов, в логистических комплексах, транспортных и логистических хабах, на складах промышленных предприятий и торговых центров.
Вне зависимости от производителя, класса и стоимости, надежность вилочных погрузчиков (а значит... Подробнее

К компонентам оборудования для пищевой промышленности предъявляются жесткие требования, касающиеся как санитарно-гигиенических показателей, так и стойкости к воздействию влаги, перепадов температур, сильнодействующих моющих и дезинфицирующих средств. NTN-SNR Roulements является одним из мировых лидеров в производстве решений, специально разработанных для производителей пищевых продуктов.
Компоненты NTN-SNR Roulements применяются в оборудовании для многих сегментов пищевой промышленности:
... Подробнее
Корпусные подшипники являются важнейшим элементом подшипниковых узлов, определяя их технические характеристики, режимы эксплуатации и срок службы. Их внедрение ведущими производителями позволило отказаться от использования сложных конструкций подшипниковых узлов, что негативно сказывалось на стоимости, а также частоте и трудоемкости обслуживания и ремонта.
При необходимости компенсировать средний по величине перекос (нарушение соосности) применяются самоустанавливающиеся корпусные подшипн... Подробнее

Подшипниковые узлы являются неотъемлемой частью конструкции многих типов промышленного оборудования, конвейеров, эскалаторов, транспортных средств и с... Подробнее

Подшипниковые узлы с установленными в них корпусными шариковыми подшипниками применяются в самых разнообразных областях промышленности. Они незаменимы в вентиляционном оборудовании, в конвейерах, транспортерных лентах, эскалаторах и траволаторах, на текстильных производствах, в горнодобывающей отрасли и т.п.
Одним из традиционных материалов для изготовления корпусов шарикоподшипниковых узлов считается серый чугун, который отличается высокой прочностью и небольшой стоимостью.
Подшипни... Подробнее



Любое промышленное предприятие, гостиница, торговый центр или жилой дом обязательно оснащаются специальными вентиляционными системами, подчас незаметными обыденному взгляду, но играющими существенную роль дляобеспечения нормальной жизнедеятельности людей и бесперебойной работы машин и механизмов.
Зал вентиляционных установок на одном из предприятий.
В общем случае, вентиляционная система – это совокупность технических средств, предназначенных для перемещения газообразных масс... Подробнее
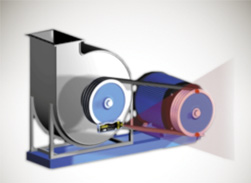
Основная причина отказов клиноременных передач – перекосы шкивов.
вертикальный угловой перекос
горизонтальный угловой прекос
плоскопараллельное смещение
правильное взаиморасположение
Несогласованность взаиморасположения противоположных друг другу ручьев шкивов приводит к износу самих шкивов и ремней. Это же явление во многих случаях является источником повышенной вибрации, шума и рабочей температуры в подшипниковых узлах. В свою очередь повышенный у... Подробнее

Выверка соосности пары машин с помощью прибора Damalini Easy Laser.
Комплект D 450.
Этапы выверки соосности.
Резу... Подробнее
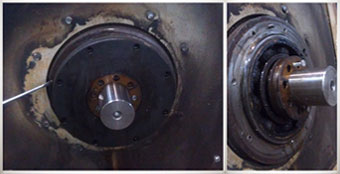

Специалисты Подшипник.ру успешно оказывают профессиональные сервисные услуги по подшипникам и подшипниковым узлам. Недавно в компанию Подшипник.ру обратился заказчик с просьбой о срочной поставке подшипников для замены вышедших из строя в составе редуктора экструдора. Как и всегда, нами оперативно было сделано технико-коммерческое предложение и размещен заказ. Однако вскоре выяснилось, что у заказчика имеется проблема с монтажом подшипников, причем их замену и сборку редуктора и экструдора нужно... Подробнее

Мы пишем действительно очень полезные письма!
